




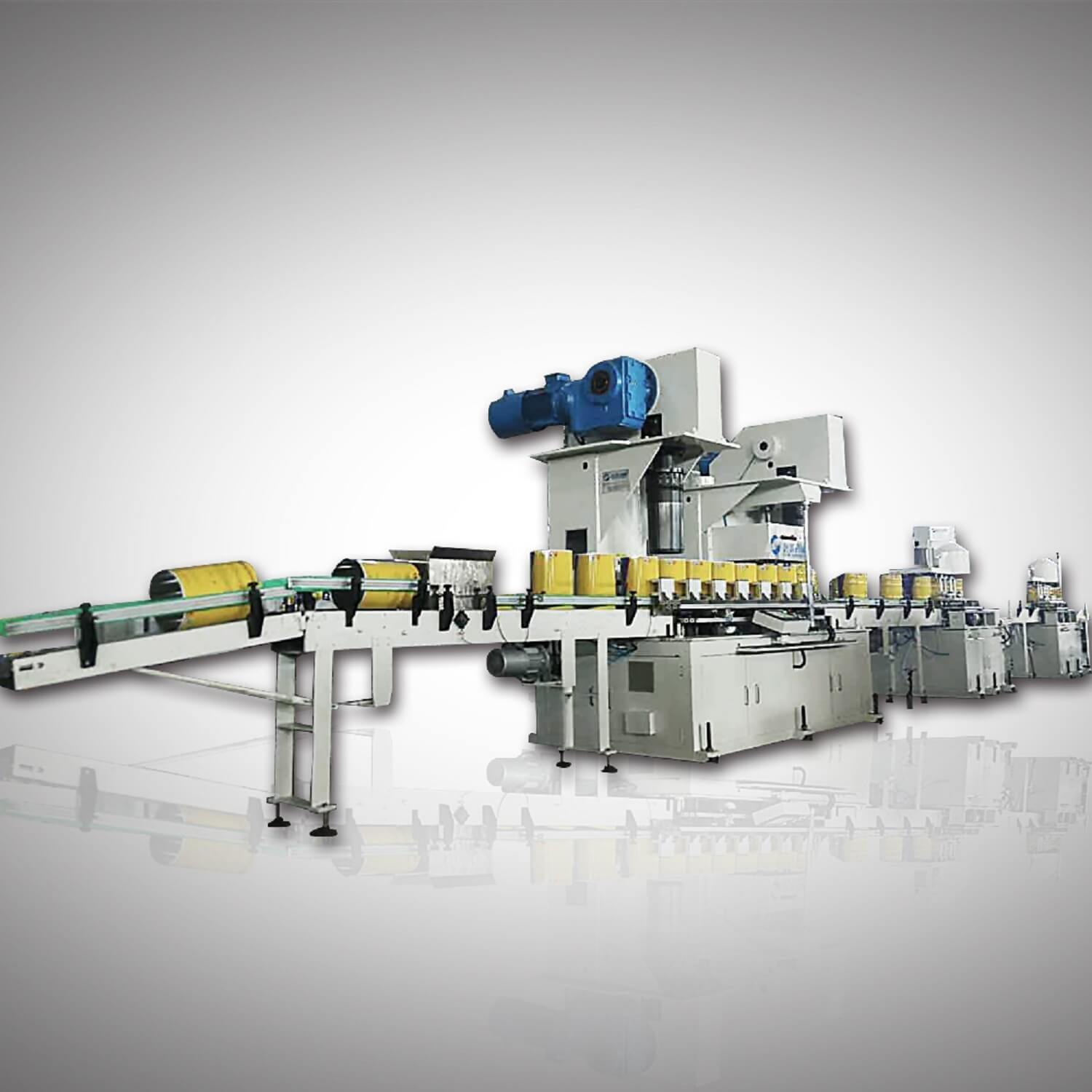


Автоматическая производственная линия для бочек с узким горлом
Линия производства предназначена для автоматического производства барабанов с завальцованным горлом объемом от 10 до 25 литров. Общая мощность: приблизительно 100 кВт, общая площадь: 250 кв.м, общая длина: приблизительно 36 метров. Общий персонал: 4-5 человек. Производительность: 28-30 банок в минуту. Диапазон высоты барабана: 170-460 мм. Диапазон диаметра барабана: 200-300 мм.
Технологический процесс: резка оловянного листа на заготовку — округление — сварка — внутреннее и внешнее покрытие (внутреннее порошковое покрытие и внешнее покрытие) — сушка — охлаждение и транспортировка — коническое расширение — фланцевание — обручевание — подача дна — закатка — переворачивание — подача верхней крышки — закатка — испытание на герметичность — упаковка.
Что такое барабан с завальцованным горлом?
Он состоит из трех металлических частей (в основном оловянной банки): корпуса, дна и крышки банки. Банка имеет коническую или цилиндрическую форму. Корпус банки имеет две ребра. Объем закрытого барабана: емкость 10-25 литров, диаметр: 200-300 мм, высота: 170-460 мм.
Рабочий процесс полностью автоматической линии производства барабанов с загибом горловины
Сначала поместите нарезанные материалы корпуса банки на подающий стол автоматической сварочной машины сопротивления, подсасывайте их вакуумными подсосами, отправляйте заготовки для листового жести поочередно на подающий ролик. Через подающий ролик отдельная заготовка из оловянного листа подается на закругляющий ролик для проведения процесса закругления, затем ее направляют в механизм округления для создания формы. Корпус поступает в машину сопротивления сварки и проходит сварку после точного позиционирования. После сварки корпус банки автоматически поступает на вращающийся магнитный конвейер машины для наружного покрытия, внутреннего покрытия или внутреннего порошкового покрытия в зависимости от различных потребностей заказчика. Главной целью этого процесса является предотвращение выхода боковой сварочной линии наружу и ее ржавения. Если проведено внутреннее покрытие или внутреннее порошковое покрытие, корпус банки должен быть помещен в индукционную сушильню для высыхания. После сушки его направляют в охладительное устройство для натурального охлаждения. Охлажденный корпус банки затем подается в машину для изготовления конических бочек, и корпус банки, находящийся в вертикальном положении, проходит через транспортер для поднятия банки. Первая операция — коническое расширение корпуса банки. Когда корпус банки находится в положении, на подающем лотке корпуса банки, управляемом сервоприводом, идет подача корпуса банки на конический расширительный штамп для конического расширения. Шаг 2 — верхнее и нижнее фланцевание. Шаг 3 выполняется, если требуется сделать тройное заделывание дна, увеличивая дополнительное фланцевание дна: верхний штамп закреплен на корпусе машины, а нижний штамп, установленный на кулису, завершает верхнее и нижнее фланцевание при поднятии кулисы. Шаг 4 — выкатка. После завершения вышеуказанных четырех шагов конвейерная лента направит корпус банки на машину для заделывания. Когда подающее устройство автоматически обнаруживает поступление корпуса банки, оно автоматически подает одно дно на верх корпуса банки, и затем и корпус банки, и дно закрепляются в головке машины для автоматического заделывания. После закладывания дна банка переворачивается вверх дном с помощью устройства переворачивания, и затем проводится верхнее заделывание, этот процесс аналогичен процессу заделывания дна. Наконец, готовая банка подается транспортером на станцию автоматического испытания на протечку. После точной проверки воздушного источника несоответствующие продукты обнаруживаются и отправляются в фиксированную область, а качественные продукты направляются на упаковочный стол для завершающего процесса упаковки.
Состав оборудования полностью автоматической линии по производству барабанов с горловиной
Одногруппный резак

| Одногрупповой резак | |
| Максимальный размер режущего материала (Д*Ш) | 1100*1100mm |
| Минимальный размер режущего материала (Д*Ш) | 200*400mm |
| Самая высокая скорость | 50 sheets/min |
| Источник питания | 380v/50HZ |
| Общая мощность | 3.5kw |
| Вес устройства | 1800kg |
| Грузоподъемность подающего стеллажа | 3T |
Полностью автоматическая сварочная машина

| Полностью автоматическая сварочная машина | |
| Частота сварки | 100-280Hz |
| Скорость сварки | 8m-15m/min |
| Производительность | 25-35cans/min |
| Диаметр банки | Φ220mm-Φ300mm |
| Высота банки | 220mm-500mm |
| Толщина олова, к которой адаптировано | 0.2mm-0.4mm |
| Диаметр медной проволоки | Φ1.5mm-Φ1.8mm |
| Количество сваренных швов | 0.6mm-1.0mm |
| Источник питания | 380v 50Hz Three-phase power |
| Установленная мощность | 20KW |
| Охлаждающая вода | >0.4MPa,12-20℃,40L/min |
| Расход воздуха | ≥200L/min>0.5Mpa |
| Масса устройства | About 3000KG |
| Габариты (ДШВ) | 2200mm*1520mm*1980mm |
Станок для порошкового напыления

| Станок для порошкового напыления | |
| Применяемый диаметр банки | Φ52mm-Φ350mm |
| Скорость передачи | 10-20m/min/20-60/min |
| Ширина покрытия | 6-14mm |
| Порошковый материал | Polyester Epoxies |
| Установленная мощность | 2.5KW |
| Расход воздуха | ≥300L/min>0.5Mpa |
| Входная мощность | AC 220v,50HZ |
| Масса устройства | 500KG |
| Габариты (ДШВ) | 900*900*2200mm |
Полностью автоматическая покрасочная машина

| Полностью автоматическая покрасочная машина | |
| Применимый диаметр банки | Φ52Mmm-Φ350mm |
| Применимая высота банки | 50mm-600mm |
| Скорость нанесения покрытия | 8-16m/min/25-50m/min |
| Ширина внешнего покрытия | 8-18mm |
| Сжатый воздух | 0.4MPA/cm² |
| Потребляемая мощность | ≥380v/50HZ |
| Габариты (ДШВ) | 1800*600*1300mm |
| Вес оборудования | 500KG |
Электромагнитная сушильная машина

| Электромагнитная сушильная машина | |
| Мощность горелки | 1-2KW |
| Скорость нагрева горелки | 4m-7m/min |
| Подходящий диаметр маленькой банки | Φ45mm-Φ176mm |
| Подходящий диаметр большой банки | Φ176mm-Φ350mm |
| Высота банки | 45mm-600mm |
| Охлаждающая вода | >0.4MPa,12-20℃,40L/min |
| Расход воздуха | ≥50L/min>0.5Mpa |
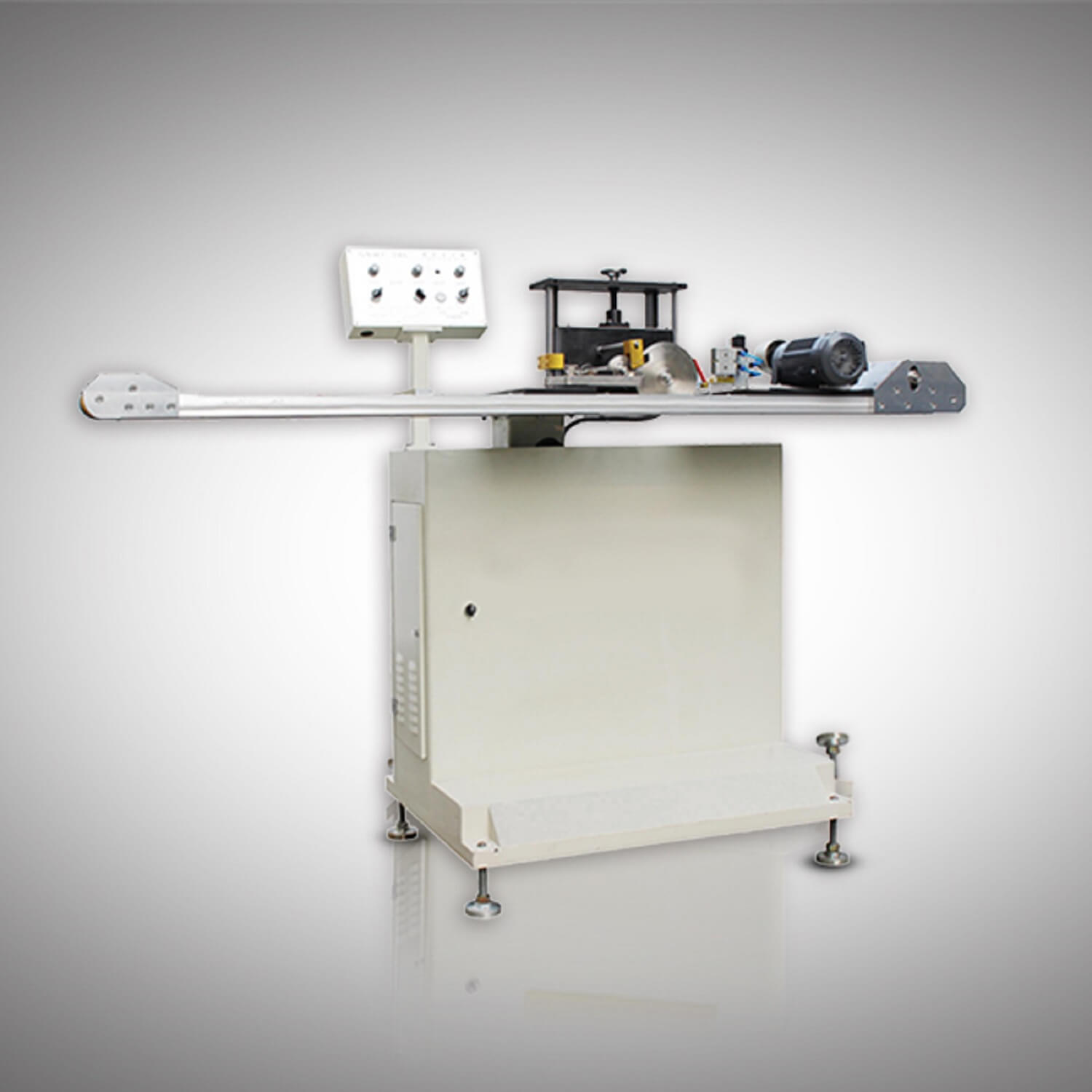
Полностью автоматическая машина для объединения корпусов банок

| Полностью автоматическая машина для объединения корпусов банок | |
| производительность | 25-30cpm |
| диапазон диаметра барабана | Φ200-300mm |
| диапазон высоты барабана | 170-460mm |
| толщина | ≤0.4mm |
| общая мощность | |
| давление в пневматической системе | >0.3-0.5Mpa |
| размер конвейера для поднятия тела | ≥4260*340*1000mm |
| размер комбинированной машины | >3800*1770*3200mm |
| вес комбинированной машины | 9T |
Автоматическая машина для герметизации банок GT4B30

| Автоматическая машина для герметизации банок GT4B30 | |
| производительность | 25-30cpm |
| диапазон диаметра | Φ200-300mm |
| диапазон высоты | 170-460mm |
| толщина | ≤0.4mm |
| общая мощность | 4.55KW*2 |
| давление в пневмосистеме: | >0.3-0.5Mpa |
| размер конвейера переднего секции | (2780*310*750mm)*2 |
| размер герметизатора | (1350*1290*1980mm)*2 |
| вес герметизатора | 3T*2 |
тестер на утечку

| тестер на утечку | |
| Объем обнаруженного продукта | 18-20L |
| Давление воздуха в оборудовании | 4-6Bar |
| Давление проверки | 10-15Kpa |
| Точность обнаружения | 0.17mm |
| Скорость обнаружения | 35PCS/mins |
| Масса устройства | 3800KG |
| Габариты (ДШВ) | 3400mm*2200mm*2300mm |
| Подводимая мощность | 380v/50HZ |
Макет производственной линии

Изготовление металлических банок

Это оборудование производит следующую продукцию





Подготовка к производству
I. Подготовка производственного цеха на заводе:
Резервирование основного кабеля: YJV3*50+2*25
Площадь: Как минимум 45 метров в длину и 10 метров в ширину, в общей сложности 450 квадратных метров
Расход воды: 2300 литров в минуту.
Требования к давлению: 0.4-0.8 Мпа
Количество сотрудников: 4-5 человек
II Подготовка производственных материалов
1. Крышка, дно и ушко
① Вы можете прямо закупить крышки, днища и ушки. В Китае существует много специализированных заводов по производству крышек, предлагающих различные спецификации на выбор. Если у вас есть конкретные требования к размеру, вы можете запросить у завода по производству крышек создание индивидуальных форм для производства. Как только количество производства достигнет определенного порога, стоимость изготовления формы часто отменяется или включается бесплатно.
2. Материал корпуса из тисненой оцинкованной стали
① Вы можете прямо закупать материалы для корпуса. В Китае существует много профессиональных заводов по тиснению оцинкованной стали, которые могут настроить материалы для корпуса в соответствии с вашими требованиями.
3. Медная проволока, клей, порошок, пластиковые ручки, пластиковые пресс-капсулы, железные пресс-капсулы.
Эти материалы можно прямо закупать в любом месте в мире.
Преимущества и недостатки полностью автоматической линии по производству барабанов с горловиной
Преимущества: вся линия производства использует автоматическую систему управления с программированием на компьютере, полностью реализуя работу полностью автоматизированной линии сборки. Для выполнения операций на всей линии производства требуется всего 1-2 работника. Вся линия производства имеет быструю скорость производства, высокую эффективность производства, автоматическую систему обнаружения неисправностей и низкий процент брака. Недостатки: по сравнению с полуавтоматической линией производства, начальный капитал для инвестиций больше. Для стартапов рекомендуется использовать полуавтоматическую линию производства с меньшим капиталом.
Сравнение продукции ISHIN с продукцией конкурентов
Продукция ISHIN: благодаря профессиональному дизайну, вся линия производства может быстро переключаться между требованиями двойного или тройного герметизирования, регулируемый формовочный штамп, точное сотрудничество с импортированными направляющими и профилем в сочетании с серводвигателем, что обеспечивает быструю систему подачи. Восемь роликов в голове герметизатора и стабильное и быстрое качество герметизации. В то же время голова герметизатора специально разработана и обладает характеристиками низкого уровня шума и высокой эффективности.
Продукция того же сегмента рынка: вся линия производства может выполнять только двойное или тройное герметизирование. Формовочный штамп закреплен и не может быть произвольно отрегулирован. Общий профиль и отечественная направляющая, совмещенные с шаговым двигателем, обладают недостаточной стабильностью и точностью. В голове герметизатора всего четыре ролика, что оказывает определенное воздействие на качество и скорость. В то же время голова машины имеет устаревший дизайн, и уровень шума во время производства велик.
Отрасль применения
Эта линия производства применима для производства металлических круглых банок для пищевой, медицинской, химической промышленности, красок, растительного масла и других отраслей. Ее также можно использовать для производства банок для пищи, банок для красок, банок для съедобного масла, банок для красок, банок для молочного порошка, аэрозольных банок и т. д.
Применимые страны и регионы
Применимо в странах или регионах, где труд сложно найти, нестабильный или дорогой. Например: Малайзия, Индонезия, Филиппины, Вьетнам, Таиланд, Индия, Дубай и так далее.
Применимо в странах или регионах с высоким объемом производства и высоким качеством продукции. Например: Саудовская Аравия, Дубай, Россия, Канада, Южная Корея, Турция и так далее.
Почему выбрать продукцию ISHIN?
- Основанная 20 лет назад, технология ISHIN — хорошо известный бренд в китайской индустрии.
- Более 80% клиентов в Китае использовали продукцию ISHIN.
- У технологии ISHIN есть крепкая техническая команда и профессиональное послепродажное обслуживание для предоставления клиентам проектов «под ключ» и услуги «все в одном».
- После выбора продукции технологии ISHIN, она предоставит вам наиболее профессиональные технические советы и руководство от выбора материалов, печати и верстки до установки, пуска в эксплуатацию и бесперебойного производства.