





Автоматическая линия по производству квадратных банок
Производственная линия подходит для автоматического производства квадратных банок объемом 10-20 литров. Общая мощность: примерно 90 кВт, общая площадь: 250 кв.м, общая длина: примерно 33 метра, общее количество персонала: 4-5 человек. Производительность: 20-23 банки в минуту. Диапазон высоты квадратных банок: 170-450 мм. Диапазон диагонали квадратных банок: 300-320 мм.
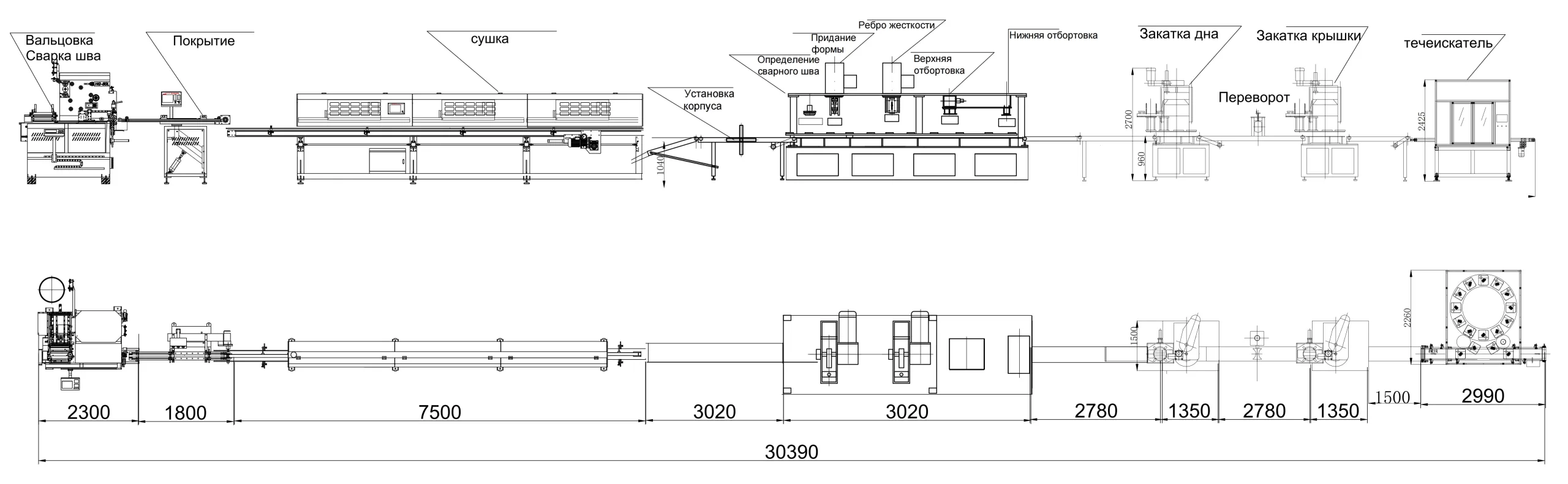
Технологический процесс: резка жестяного листа для заготовки—округление—сварка—внутреннее и внешнее покрытие (внутреннее порошковое покрытие и внешнее покрытие)—сушка—охлаждение при транспортировке—расширение в квадрат—эмбоссирование панелей и углов—верхнее фланцевание—нижнее фланцевание—подача нижней крышки—соединение—переворот—подача верхней крышки—соединение—проверка на герметичность—упаковка.
Что такое квадратная банка?
Она изготовлена из трех кусков металлического листа (в основном из белой жести): корпуса банки, дна и крышки. Банка имеет квадратную форму. Корпус банки имеет тиснение со всех сторон и на четырех углах. Диапазон больших квадратных банок: объем 10-20 л, диагональ 300-320 мм, высота 170-450 мм.
Процесс работы полностью автоматической производственной линии для квадратных банок 10-20 литров
Сначала поместите заготовки корпуса банки на подающий стол автоматической машины для сопротивления сварке. Вакуумные захваты захватывают и посылают жестяные заготовки на подающий ролик по одной. Через подающий ролик отдельная жестяная заготовка подается на ролик округления для процесса округления, затем она подается в механизм формирования округления для создания округлости. Корпус подается в машину для сопротивления сварке и сваривается после точного позиционирования. После сварки корпус банки автоматически подается на вращающийся магнитный конвейер машины для покрытия для наружного покрытия, внутреннего покрытия или внутреннего порошкового покрытия, в зависимости от различных потребностей заказчика. Это в основном используется для предотвращения контакта шва боковой сварки с воздухом и ржавчины. Если это внутреннее покрытие или внутреннее порошковое покрытие, корпус банки должен быть помещен в индукционную сушильную печь для сушки. После сушки он подается в устройство охлаждения для естественного охлаждения. Охлажденный корпус банки затем подается в машину для соединения больших квадратных банок, и корпус банки в вертикальном состоянии проходит через конвейер для выпрямления. Он подается зажимами на первую автоматическую станцию индексации бокового шва сварки. Вторая станция — расширение в квадрат. Когда корпус банки находится в положении, на подъемном лотке для корпуса банки, управляемом серводвигателем, корпус банки отправляется этим подъемным лотком в форму для расширения в квадрат для создания квадратной формы. Третья станция — создание панели и углового тиснения. Когда корпус банки находится в положении, на подъемном лотке для корпуса банки, управляемом серводвигателем, корпус банки отправляется этим подъемным лотком для одновременного создания панели и углового тиснения. Четвертая станция — верхнее фланцевание, пятая станция — нижнее фланцевание. Нижнее фланцевание: банка отправляется в форму для нижнего фланцевания, расположенную в верхней части машины, подъемным лотком для его создания. Верхнее фланцевание: верхний цилиндр нажимает корпус банки к форме для верхнего фланцевания для его создания. Как верхнее, так и нижнее фланцевание корпуса банки выполняется каждое с помощью четырех цилиндров. Шестая станция — автоматическое обнаружение крышек и подача их для соединения. После вышеупомянутых шести про
цедур банка переворачивается вверх дном устройством для переворачивания, а затем выполняется верхнее соединение, этот процесс такой же, как и процесс нижнего соединения. Наконец, готовая банка подается конвейером на автоматическую станцию проверки на герметичность. После точной проверки источника воздуха обнаруживаются неквалифицированные продукты и выталкиваются в определенную зону, а квалифицированные продукты поступают на рабочий стол упаковки для окончательного процесса упаковки.
Компоновка оборудования полностью автоматической производственной линии квадратных банок 10-20 литров
Однорядная резака

| Одногрупповой резак | |
| Максимальный размер режущего материала (Д*Ш) | 1100*1100mm |
| Минимальный размер режущего материала (Д*Ш) | 200*400mm |
| Самая высокая скорость | 50 sheets/min |
| Источник питания | 380v/50HZ |
| Общая мощность | 3.5kw |
| Вес устройства | 1800kg |
| Грузоподъемность подающего стеллажа | 3T |
Полностью автоматическая сварочная машина

| Полностью автоматическая сварочная машина | |
| Частота сварки | 100-280Hz |
| Скорость сварки | 8m-15m/min |
| Производительность | 25-35cans/min |
| Диаметр банки | Φ220mm-Φ300mm |
| Высота банки | 220mm-500mm |
| Толщина олова, к которой адаптировано | 0.2mm-0.4mm |
| Диаметр медной проволоки | Φ1.5mm-Φ1.8mm |
| Количество сваренных швов | 0.6mm-1.0mm |
| Источник питания | 380v 50Hz Three-phase power |
| Установленная мощность | 20KW |
| Охлаждающая вода | >0.4MPa,12-20℃,40L/min |
| Расход воздуха | ≥200L/min>0.5Mpa |
| Масса устройства | About 3000KG |
| Габариты (ДШВ) | 2200mm*1520mm*1980mm |
Машина для порошкового напыления

| Станок для порошкового напыления | |
| Применяемый диаметр банки | Φ52mm-Φ350mm |
| Скорость передачи | 10-20m/min/20-60/min |
| Ширина покрытия | 6-14mm |
| Порошковый материал | Polyester Epoxies |
| Установленная мощность | 2.5KW |
| Расход воздуха | ≥300L/min>0.5Mpa |
| Входная мощность | AC 220v,50HZ |
| Масса устройства | 500KG |
| Габариты (ДШВ) | 900*900*2200mm |
Полностью автоматическая машина для покрытия

| Полностью автоматическая покрасочная машина | |
| Применимый диаметр банки | Φ52Mmm-Φ350mm |
| Применимая высота банки | 50mm-600mm |
| Скорость нанесения покрытия | 8-16m/min/25-50m/min |
| Ширина внешнего покрытия | 8-18mm |
| Сжатый воздух | 0.4MPA/cm² |
| Потребляемая мощность | ≥380v/50HZ |
| Габариты (ДШВ) | 1800*600*1300mm |
| Вес оборудования | 500KG |
Электромагнитная сушильная машина

| Электромагнитная сушильная машина | |
| Мощность горелки | 1-2KW |
| Скорость нагрева горелки | 4m-7m/min |
| Подходящий диаметр маленькой банки | Φ45mm-Φ176mm |
| Подходящий диаметр большой банки | Φ176mm-Φ350mm |
| Высота банки | 45mm-600mm |
| Охлаждающая вода | >0.4MPa,12-20℃,40L/min |
| Расход воздуха | ≥50L/min>0.5Mpa |
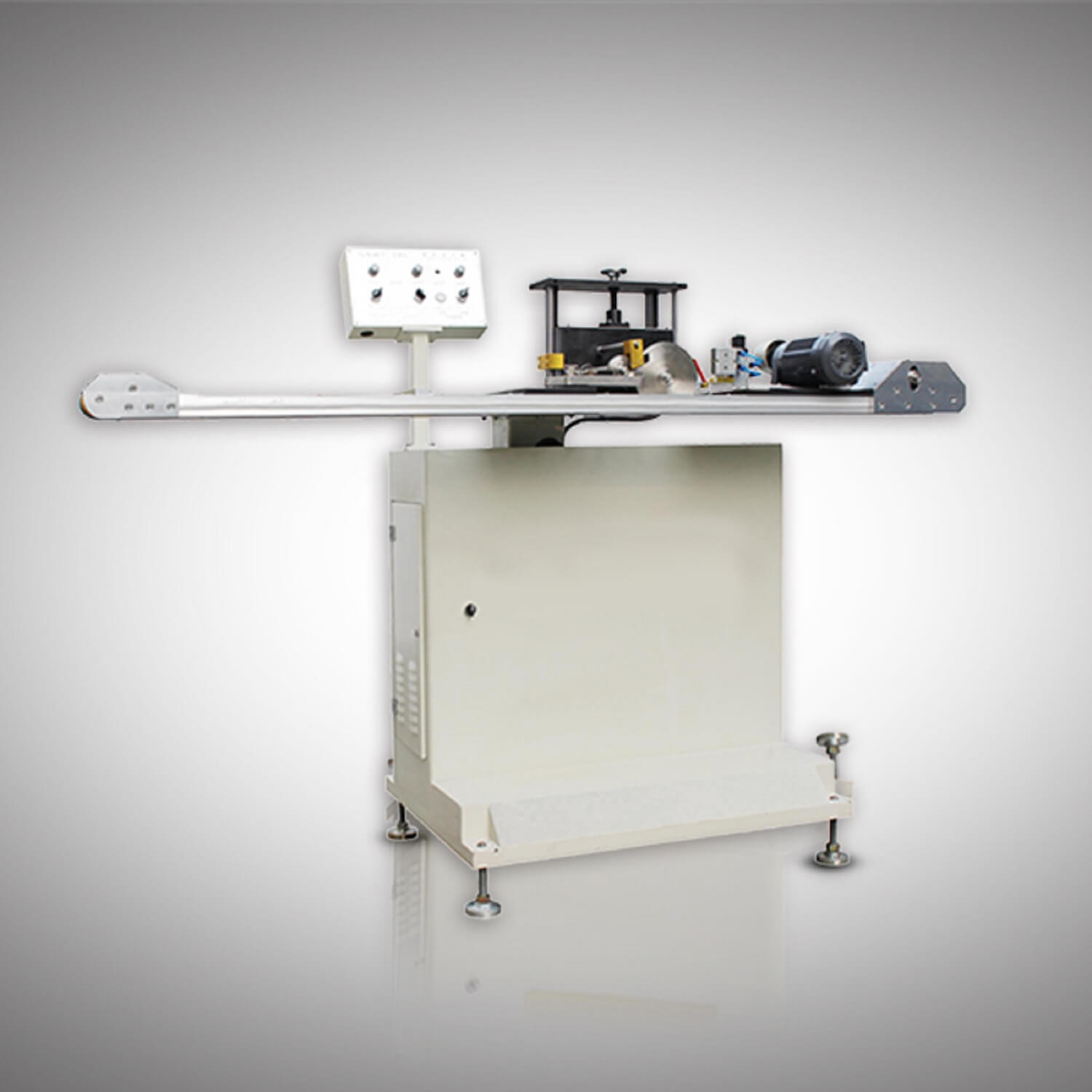
Полностью автоматическая машина для сборки корпуса банки
| Полностью автоматическая машина для сборки корпуса банки | |
| Производственная мощность | 20-22 cpm |
| Диапазон диагоналей | 300-320mm |
| Диапазон высоты банки | 170-410mm |
| Толщина | ≤0.4mm |
| Общая мощность | 42.94KW |
| Давление в пневматической системе: | 0.3-0.5Mpa |
| Размер конвейера для выпрямления корпуса | 3020*340*970mm |
| Размер комбинированной машины | 3020*1420*3100mm |
| Размер электрического шкафа | 700*400*1700mm |
| Вес комбинированной машины | 9T |
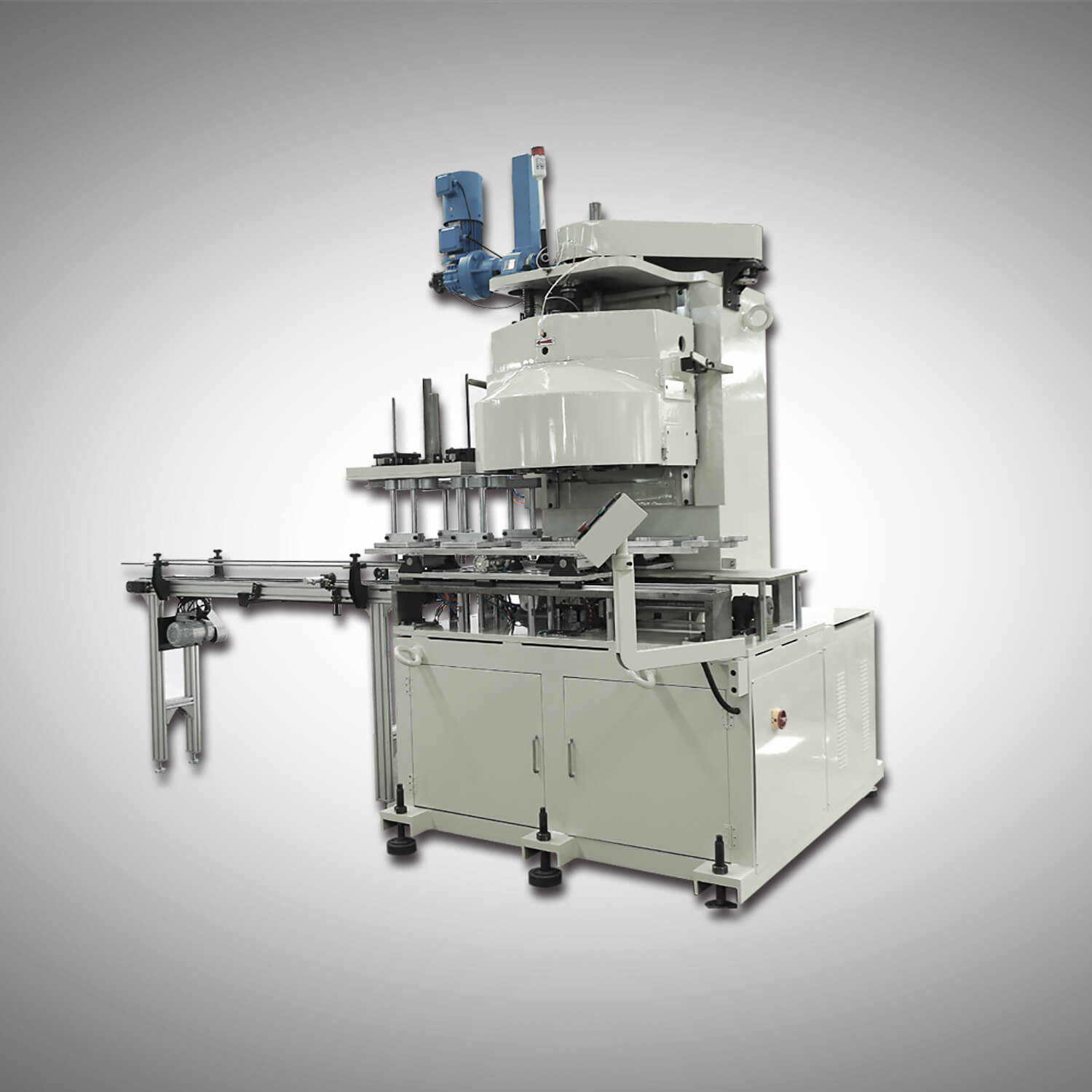
Автоматическая закаточная машина для квадратных банок 10-20 литров с 8 роликами
| Автоматическая закаточная машина для квадратных банок 10-20 литров с 8 роликами | |
| Производственная мощность | 20-22cpm |
| Диапазон диагоналей | 300-320mm |
| Диапазон высоты банки | 170-450mm |
| Толщина | ≤0.4mm |
| Общая мощность | (3.75KW+lid feeding 0.2KW)*2 |
| Давление в пневматической системе: | 0.3-0.5Mpa |
| Размер переднего конвейера | (2780*310*750mm)*2 |
| Размер закаточной машины | (1350*1290*1980mm)*2 |
| Размер электрического шкафа | (600*350*1400mm)*2 |
| Вес закаточной машины | 3T*2 |
Прибор для проверки на герметичность
| Прибор для проверки на герметичность | |
| Диапазон объема обнаруживаемой продукции | 18L |
| Давление воздуха в оборудовании | 4-6Bar |
| Проверочное давление | 10-15Kpa |
| Точность обнаружения | 0.17mm |
| Скорость обнаружения | 20PCS/mins |
| Вес устройства | 3800KG |
| Размеры (ДШВ) | 4000mm*1200mm*2300mm |
| Входная мощность | 380v/50HZ |
Макет производственной линии
Искусство изготовления жестяных банок

Это оборудование производит следующую продукцию




Подготовка к производству
I Подготовка производственного цеха:
Зарезервируйте модель основного кабеля: YJV3*50+2*25
Площадь: не менее 40 метров в длину и 10 метров в ширину, всего 400 квадратных метров
Расход: 2400 литров в минуту.
Требование к давлению: 0.4-0.8 Мпа
Количество рабочих: 4-5 человек
II Подготовка производственных материалов
1. Верхняя крышка, нижняя крышка, дужка для ушей
① Вы можете напрямую приобрести верхние крышки, нижние крышки и дужки для ушей. В Китае существует множество специализированных фабрик по производству крышек, предлагающих различные спецификации на выбор. Если у вас есть конкретные требования к размеру, вы можете запросить у фабрики крышек изготовление индивидуальных форм для производства. Как только объем производства достигнет определенного уровня, стоимость изготовления формы часто аннулируется или предоставляется бесплатно.
2. Материал корпуса банки из печатной жести
① Вы можете напрямую приобрести материалы для корпуса банки. В Китае существует множество профессиональных фабрик по печати на жести, которые могут настроить материалы для корпуса банки согласно вашим требованиям.
3. Медная проволока, клей, порошок, железная проволока, пластиковая пробка на клей.
Эти материалы можно приобрести напрямую по всему миру.
Преимущества и недостатки полностью автоматической производственной линии для больших квадратных банок
Преимущества: вся производственная линия использует систему управления с автоматическим программированием на компьютере, полностью реализуя работу полностью автоматической сборочной линии. Для выполнения операций на всей производственной линии требуется всего 1-2 рабочих. Вся производственная линия имеет высокую скорость производства, высокую производственную эффективность, систему автоматического обнаружения неисправностей и низкий уровень брака.
Недостатки: по сравнению с полуавтоматической производственной линией, начальные инвестиционные затраты больше. Для стартапов рекомендуется использовать полуавтоматическую производственную линию с меньшими капиталовложениями.
Преимущества и недостатки полностью автоматической производственной линии для больших квадратных банок
Преимущества: вся производственная линия использует систему управления с автоматическим программированием на компьютере, полностью реализуя автоматическую работу сборочной линии. Для управления всей производственной линией требуется всего 1-2 работника. Вся линия обладает высокой скоростью производства, высокой производственной эффективностью, системой автоматического обнаружения неисправностей и низким уровнем отбраковки.
Недостатки: по сравнению с полуавтоматической производственной линией начальные инвестиционные затраты выше. Для стартапов рекомендуется использовать полуавтоматическую производственную линию, требующую меньших капиталовложений.
Отрасль применения
Эта линия производства подходит для производства квадратных металлических банок, используемых в пищевой, медицинской, химической, красящей, пищевой маслосырьевой и других отраслях. Ее также можно использовать для производства банок для пищи, банок для красок, банок для пищевого масла, банок для красок, банок для смазочного масла и т. д.
Применимые страны и регионы
Применимо в странах или регионах, где труд сложно найти, нестабильный или дорогой. Например: Малайзия, Индонезия, Филиппины, Вьетнам, Таиланд, Индия, Дубай и так далее.
Применимо в странах или регионах с высоким объемом производства и высоким качеством продукции. Например: Саудовская Аравия, Дубай, Россия, Канада, Южная Корея, Турция и так далее.
Почему выбрать продукцию ISHIN?
- Основанная 20 лет назад, технология ISHIN — хорошо известный бренд в китайской индустрии.
- Более 80% клиентов в Китае использовали продукцию ISHIN.
- У технологии ISHIN есть крепкая техническая команда и профессиональное послепродажное обслуживание для предоставления клиентам проектов «под ключ» и услуги «все в одном».
- После выбора продукции технологии ISHIN, она предоставит вам наиболее профессиональные технические советы и руководство от выбора материалов, печати и верстки до установки, пуска в эксплуатацию и бесперебойного производства.